



















Processo de Curvatura de Chapas Metálicas: Um Guia Prático para a Análise de Processos
Por autor: Mark Hanks
Introdução
O processo de curvatura de chapa metálica é amplamente utilizado nas indústrias eletromecânica, automotiva e aeroespacial para moldagem de gabinetes, gabinetes e painéis de chapa metálica. Freios de pressão CNCMoldar a frio as folhas em várias formas usando ferramentas padrão ou personalizadas. A racionalidade do processo de flexão de chapa metálica influencia diretamente as dimensões finais e a qualidade das peças. Este artigo compartilha técnicas práticas derivadas de análises e experimentos para apoiar melhores resultados na conformação de chapa metálica (Um processo eficaz de flexão de chapa metálica não apenas melhora a precisão da dobra, mas também reduz o desperdício de materiais e os custos de produção).

1. Como Calcular o Comprimento Desdobrado de Chapas Metálicas
Durante o processo de dobra da chapa metálica, o cálculo preciso do comprimento desdobrado é essencial para garantir a exatidão da flexão.O comprimento não dobrado depende da espessura do material, ângulo de flexão e ferramenta.
1.1 Método da Camada Neutra (para curvas não em ângulo reto)
Durante a flexão, a camada externa se estica e a interna se comprime, enquanto a camada neutra (entre elas) não sofre nenhum esforço. Seu comprimento permanece constante, tornando-o a referência para o comprimento em branco. Sua posição varia com a deformação: para espessura δ ≤ 4 mm, ela está a cerca de 0,5δ da superfície interna; por δ ≥ 5 mm, a cerca de 0,34δ. O comprimento da camada neutra é igual ao espaço em branco desdobrado necessário.
• Para espessura do material δ ≤ 4 mm, a distância da camada neutra em relação à superfície interna é aproximadamente 0,5δ.
• Para espessura δ ≥ 5 mm, é aproximadamente 0,34δ.
O comprimento da camada neutra corresponde ao comprimento do blank necessário para a peça.
1.2 Método do Coeficiente de Compensação (para curvas em ângulo reto)
É possível derivar experimentalmente o coeficiente de compensação empírica da flexão para curvas em ângulo reto, e a dimensão desdobrada é calculada como:
L = A B − 2d 2D
Onde:
•L = comprimento desdobrado
•A, B = dimensões externas da parte curvada
•δ = espessura do material
•Δ = compensação de coeficientes
Exemplo: Se A = 35 mm, B = 60 mm e δ = 4 mm, então o comprimento da parte não desdobrada = 88 mm.
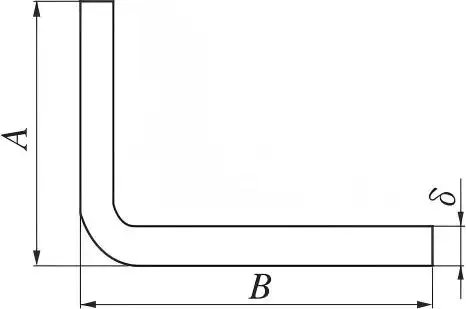
Fig.1 Figura de formação de curvatura
Tabela 1: Coeficientes de Compensação de Flexão (Valores de Referência)
| Espessura δ (mm) | Coeficiente de compensação Δ | Abertura comum do chip V (mm) |
| 1.0 | 0.1 | 6 |
| 1.5 (1.2) | 0.2 | 9 |
| 2.0 | 0.3 | 12 |
| 2.5 | 0.3 | 16 |
| 3.0 | 0.4 | 20 |
| 3.5 | 0.4 | 20 |
| 4.0 | 0.5 | 25 |
| 5.0 | 0.6 | 32 |
| 6.0 | 0.8 | 32 |
| 8.0 | 1.2 | 55 |
Nota:Ao dobrar peças longas onde a pressão excede o limite de tonelagem do freio de pressão, pode ser necessária uma abertura em forma de matriz em V não padrão. O coeficiente de compensação deve ser ajustado com base nos resultados da flexão dos ensaios. Por exemplo:
• Folha de 5 mm de espessura: matriz padrão em V 32 mm (Δ = 0,6); se o comprimento chegar perto de 3000 mm, use um chip V de 55 mm e reduza Δ em 0,1.
• Para uma folha de 6 mm de espessura ≥ 2000 mm de comprimento, selecione um chip V de 55 mm e ajuste Δ em 0,4 (ajustado a partir de 0,8).
Coeficientes de compensação são valores desenvolvidos empiricamente para um freio de pressão específico, ferramentas associadas e para o material específico. Eles devem ser avaliados novamente para cada caso.
2. Como escolher as ferramentas para freios de pressão
Um aspecto crítico da flexão de chapa metálica é a escolha das ferramentas adequadas. As ferramentas de dobra de prensa, como sistema, consistem em um punção (matriz superior) e uma matriz (matriz inferior). A escolha é determinada pela natureza do material, sua espessura e as dimensões da curvatura para evitar colisão entre a peça e as ferramentas, além de evitar danos ao die ou à máquina de dobra devido à escolha inadequada da abertura do chip em V.
2.1 Seleção do Dado Inferior (V-Die)
Os chips padrão de freio de pressão inferior frequentemente possuem várias aberturas em V de larguras e ângulos variados em um único bloco de matriz. Para operações padrão, a abertura do chip em V terá entre 6 e 8 vezes a espessura da chapa. Para lençóis mais finos, e onde uma curva de raio maior é desejável, será escolhida uma abertura mais larga. A abertura do chip em V pode ter formato e tamanho padrão, ou pode ser modificada, moldada ou fabricada para atender a um requisito específico.
Tabela 2: Aberturas B-Die Recomendadas
| Espessura do Material (mm) | Aberturas B-Die Recomendadas (mm) | Multiplicador de Zoneamento |
| 1.0 | 6 - 8 | 6× - 8× |
| 1.5 | 9 - 12 | 6× - 8× |
| 2.0 | 12 - 16 | 6× - 8× |
| 3.0 | 18 - 24 | 6× - 8× |
| 4.0 | 24 - 32 | 6× - 8× |
| 5.0 | 30 - 40 | 6× - 8× |
| 6.0 | 36 - 48 | 6× - 8× |
| 8.0 | 48 - 64 | 6× - 8× |
2.2 Seleção de Dados Superiores (Punch)
1) Socos Diretos
• Usado para dobrar chapas de espessura
2) D ≤ 3 mm
• Útil para curvas com múltiplas operações
3) Socos no Pescoço de Ganso
• Projetado para partes em forma de U de profundidades variadas
• Pequenos punções de pescoço de ganso usados para peças rasas
• Grandes punções de pescoço de ganso usadas para partes profundas de material grosso
4) Socos Achatados
• Usado para achatar bordas dobradas de peças retrabalhadas
• Modificações personalizadas capazes de atender a requisitos únicos de design
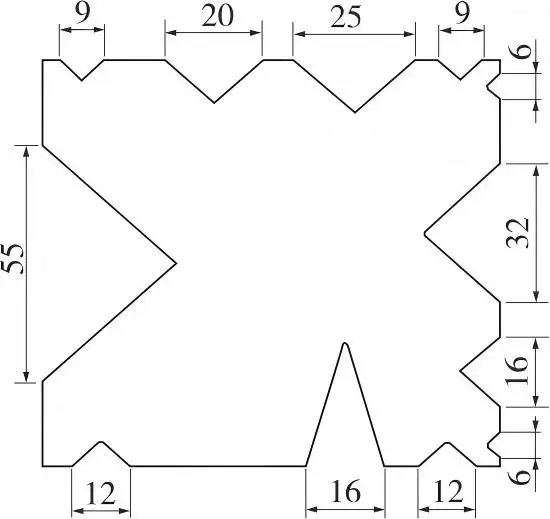
Fig.2 Figura da seção transversal inferior do cunho
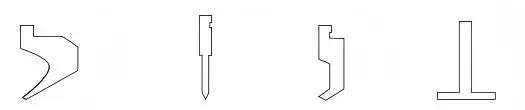
Lâmina curva grande Lâmina reta Lâmina curva pequena lâmina de achatamento
Fig.3 Figura da seção transversal superior do dado
3. Como Calcular a Força de Flexão do Freio de Prensa
Todas as ferramentas de dobra possuem recursos de segurança embutidos contra altas pressões, porém cada ferramenta possui um limite de segurança único que não deve ser ultrapassado. Antes da flexão, deve-se confirmar que a força de flexão não excederia o limite de tonelagem do freio de pressão, com base na espessura da chapa e no comprimento de flexão necessário.
Uma das equações para calcular a força de flexão é:
P = (1,6 × B × δ² × Rm) / (100 × V)
Nesta equação:
•P = força de flexão (tonelada)
•δ = espessura do material (mm)
•B = largura da folha (mm)
•V = largura da abertura do chip V (mm)
•Rm = resistência à tração do material (MPa)
A restrição para a tonelagem flexível é determinada pelo freio de pressão específico e pelas ferramentas utilizadas. A maioria das máquinas de dobra possui uma placa de classificação de tonelagem fixada à estrutura, e a tonelagem também pode ser verificada por meio de sistemas de simulação de dobra CNC.
Tabela 3: Limites de Tonelagem de Curvatura do Aço Carbono (Valores de Referência)
| Espessura (mm) | V-Die (mm) | Comprimento máximo (mm) | Tonelagem máxima (t) |
| 0.8 | 6 | 3000 | 25 |
| 1.0 | 6 | 3000 | 39 |
| 1.5 | 9 | 3000 | 54 |
| 2.0 | 12 | 3000 | 84 |
| 2.5 | 16 | 3000 | 84 |
| 3.0 | 20 | 3000 | 98 |
| 3.5 | 20 | 3000 | 133 |
| 4.0 | 25 | 3000 | 141.3 |
| 4.5 | 25 | 2500 | 150 |
| 5.0 | 32 | 2500 / 1700 | 150 / 145 |
| 6.0* | 55 | 3000 | 150 |
| 8.0* | 55 | 1600 | 145 |
| 10.0* | 55 | 1000 | 140 |
Notas:
• Comprimento máximo de flexão para aço carbono é de 3100 mm; A tonelagem teórica não deve exceder 150 toneladas.
• Itens marcados com * excedem o limite padrão e exigiriam ajustes do programa; Isso traz riscos à segurança e geralmente não é recomendado.
• Quando uma peça ultrapassa o limite de tonelagem, abordagens alternativas podem incluir cortar ranhuras de processo ao longo da linha de flexão ou a abertura em V da chapa para reduzir a espessura do material.
Tabela 4: Limites de Tonelagem de Curvatura de Aço Inoxidável (Valores de Referência)
| Espessura (mm) | V-Die (mm) | Comprimento máximo (mm) | Tonelagem máxima (t) |
| 0.8 | 6 | 3000 | 25 |
| 1.0 | 6 | 3000 | 39 |
| 1.5 | 9 | 3000 | 54 |
| 2.0 | 12 | 3000 | 84 |
| 2.5 | 16 | 3000 | 84 |
| 3.0 | 20 | 3000 | 98 |
| 3.5 | 20 | 3000 | 133 |
| 4.0 | 25 | 3000 | 141.3 |
| 4.5 | 25 | 2500 | 150 |
| 5.0 | 32 | 2500 | 150 |
| 6.0* | 55 | 3000 | 150 |
| 8.0* | 55 | 1600 | 145 |
| 10.0* | 55 | 1000 | 140 |
Notas:Semelhante ao aço carbono, o aço inoxidável tem comprimento máximo de flexão de 3100 mm com limite teórico de tonelagem de 150 toneladas. Itens marcados com * excedem o limite padrão e exigem ajustes de programa, que acarretam riscos de segurança. Se os componentes ultrapassarem o limite de tonelagem, pode ser razoável modificar o processo de dobra de chapa metálica.
4. Tipos Comuns de Peças Dobradas em Chapas de Metal
4.1 Peças em Forma de U
Diferentes projetos de processos de flexão de chapa metálica são necessários para peças em formato de U, Z e outras complexidades. Para peças em formato de U, uma diretriz geral é que a altura de curvatura H deve ser menor ou igual à largura de curvatura B para evitar interferência da ferramenta. No entanto, mesmo quando H ≤ B, ainda pode ocorrer interferência se a altura da curvatura for excessiva — tipicamente quando H ≥ 80 mm, a peça pode entrar em contato com a carcaça da máquina durante a flexão.
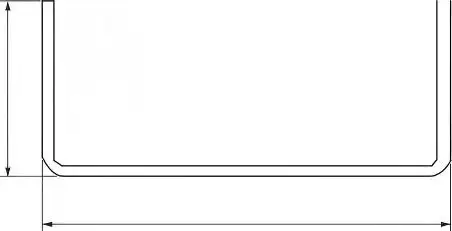
Fig.4 Figura de formação de dobramento
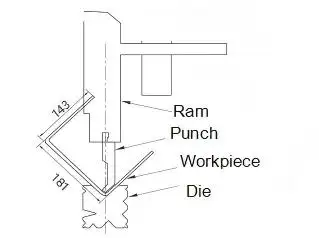
Fig.5 Diagrama de simulação de flexão
Soluções potenciais podem incorporar as seguintes características:
• Dobrar primeiro um ângulo obtuso (para permitir que as flanges passem pela máquina de dobrar), depois a curvatura em ângulo reto, e então a curvatura intermediária também pode ser achatada. (Nota: Essa abordagem provavelmente deixará marcas visíveis na peça.)
• O uso de punções de pescoço de ganso (quando H ≥ B) pode ser utilizado, mas a aplicação dessa abordagem pode precisar ser verificada por simulação de teste ou flexão real.
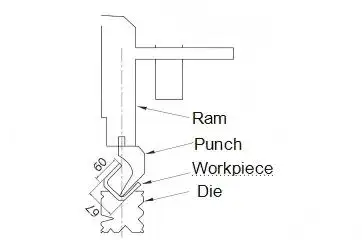
Fig.6 Diagrama de simulação de flexão
4.2 Peças em Formato de Z
A possibilidade de incorporar curvas em formato de Z é determinada principalmente pela distância da abertura do chip em V até a borda da peça. Uma abordagem aceitável pode ser:
• Escolher a abertura e o punção corretos do chip em V com base na espessura do material.
• Desenhar ou simular a forma que será formada.
•Se ainda não tiver certeza, realize algumas simulações físicas ou dobre a máquina como teste.
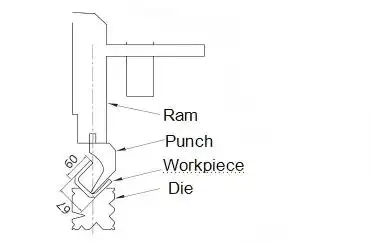
Fig.7 Diagrama de simulação de flexão
5. Problemas e soluções comuns de flexão de chapa metálica
Diversos problemas podem ocorrer na flexão de chapas metálicas. A tabela abaixo resume problemas típicos e soluções práticas.
| Descendência | Possível Mitigação |
| Altura insuficiente da flange de flexão | • Aumentar a dimensão da flange se o projeto permitir. • Usar uma abertura menor em forma de chip em V (verificar tonelagem) e ajustar a compensação. • Para δ ≤ 3 mm: H ≈ V/2 2; para δ > 3 mm: H ≈ V/2 4. |
| Deformação de furos na linha de curvatura | • Furar furos após a flexão.• Cortar ranhuras de processo ao longo da linha de curvatura (comprimento da ranhura ≈ diâmetro do furo). • Mantenha a borda do furo pelo menos metade da largura do chip em V da linha de flexão. |
| Interferência de ferramentas | • Ajustar a sequência de dobra—primeiro as arestas complexas, depois as arestas simples. • Utilizar ferramentas especializadas (por exemplo, punções de pescoço de ganso ou matrizes deslocadas). |
| Rachando na curva | • Oriente a linha de flexão perpendicular à direção de rolamento. • Recoça a área de curvatura ou escolha um material com melhor ductilidade. |
| Marcas superficiais na parte dobrada | • Aumentar o raio do punção por meio da modificação da ferramenta.• Usar matrizes inferiores sem marcação.• Colocar película protetora entre o die e a chapa. |
| Posicionamento de dificuldade para flanges irregulares | • Marque as linhas de curvatura durante o corte a laser como referência. • Crie um acessório que corresponda ao contorno da peça. |
| Dimensões formadas não conforme especificado | • Usar um ponto de referência comum para reduzir o erro acumulado. • Realizar flexões de prática e determinar o coeficiente de compensação. |
6.Fatores que Afetam a Qualidade da Curvatura de Chapas Metálicas
1)Abertura do V-Die:
A escolha de um sulco em V depende principalmente da espessura da chapa. Um sulco em V mais largo requer uma força de flexão menor. Em geral, folhas mais finas utilizam V = 6t. Onde V é a largura do sulco em V do chip inferior e t é a espessura da chapa. A seleção padrão da largura inferior do sulco em V em relação à espessura da chapa é apresentada na tabela a seguir.
| Espessura da folha t / mm | Largura do sulco em V |
| 0.5–2.6 | 6t |
| 3–8 | 8t |
| 9–10 | 10t |
2)Raio de Soco:
O raio externo de curvatura da peça é determinado principalmente pela largura do sulco em V do chip inferior, enquanto o raio R do punção superior também desempenha um certo papel. O raio R do punção superior geralmente é igual ou um pouco menor que a espessura da chapa. Ao dobrar alumínio duro ou outros materiais com baixa plasticidade, um raio de punção maior e tamanho de sulco em V devem ser usados para os matrizes superior e inferior para evitar quebras e rachaduras. Além disso, devem ser formadas sulcos de parada de trinca nas extremidades da linha de flexão da peça.
3)Precisão do Freio de Pressão:
A deformação por deflexão geralmente é resultado de cargas irregulares. Utilize um freio de pressão com comprimento de trabalho de 3200 mm e cilindros hidráulicos configurados para uma carga de 100 t de cada lado. Tanto a viga superior quanto a inferior vão se defletir sob a carga. Como resultado, o deslocamento real do ram será menor que o comprimento total da viga, resultando em ângulos de flexão diferentes. O ângulo de curvatura será o maior no centro e diminuirá em direção às extremidades, afetando o tamanho total da peça.
4)Matéria-prima:
Falta de uniformidade nas matérias-primas: Diferentes graus de materiais podem conter espessura, dureza e até variações de chapa diferentes e até inconsistentes entre as produções. Rebarbas grandes, juntas grandes ou até mesmo expansão devido ao processo de flexão podem levar à perda de precisão da dobração. Variações no processo de laminação podem levar a um recuo desigual e perda de precisão. Diferenças localizadas no material podem levar a imprecisões dimensionais devido a variações na temperatura do material.
5)Retorno Rápido:
Retorno de água: Um material se dobra durante deformação elástica e plástica. O ângulo de recuo de mola se correlaciona positivamente com a resistência no escoamento e negativamente com o módulo elástico. Das várias técnicas de flexão, o recuo é maior com dobra de ar e menor com o coing, enquanto o de fundo é intermediário. Com o aumento da espessura da chapa durante a flexão da chapa metálica, o recuo de mola é reduzido.
Observações finais
Um sucesso Processo de curvatura de chapa metálicaRequer cálculo preciso do comprimento desdobrado, seleção adequada das ferramentas, estimativa correta da força de flexão e controle de recuo da mola.
Otimizando continuamente o processo de dobra de chapa metálica, os fabricantes podem melhorar a precisão da flexão, reduzir custos de produção e alcançar uma qualidade de produto mais consistente.
Perguntas frequentes
P1: O que é a Flexibilidade de Flexão?
A margem de flexão é a quantidade de chapa metálica que é esticada como resultado da flexão. Esse valor é afetado pelo material, espessura da chapa e ferramentas de flexão.
O fator de margem de flexão também pode variar conforme a origem da placa de aço e o tipo de freio de pressão. Portanto, o valor real deve ser medido in situ.
Cálculos de margem de flexão são tipicamente feitos para uma curvatura de 90°. Os valores específicos também variam conforme a abertura do chip do freio de pressão e o tipo de chapa metálica.
A margem de flexão e a dedução de flexão, ΔK, são dois termos relacionados da flexão de chapas metálicas que são definidos de forma diferente. Independentemente da definição usada, o comprimento do padrão plano permanece o mesmo.
P2: O que é Dedução por Flexão?
Durante o processo de design da chapa metálica, muitos engenheiros passaram pelo mesmo dilema: por que o componente de chapa metálica, que é projetado com precisão e devidamente desdobrado no SolidWorks, não corresponde às medições necessárias quando enviado para fabricação?
Embora um desvio de medição de curvatura de 1-2 mm possa parecer pequeno, na realidade, mesmo uma pequena discrepância de medição pode tornar o conjunto insatisfatório. Isso levaria ao desperdício de materiais e prazos de entrega, além de aumentar o custo de produção.
A origem desse problema generalizado geralmente vem de uma má compreensão ou erros cometidos ao definir dedução por curvatura, fator K e margem para curvatura. Esses parâmetros conectam o design digital ao mundo físico. Esses parâmetros formam a base do design preciso de chapas metálicas e têm um impacto profundo na qualidade do produto e na capacidade de fabricá-lo.
A dedução de dobra pode ser a mais fácil das três de entender. A dedução ocorre devido ao processo de flexão que causa esticar a camada externa e comprimir a camada interna da chapa, enquanto a camada neutra permanece inalterada.
A dedução por curvatura leva em conta o "comprimento" que falta devido ao esticar e comprimir a folha.
Dedução por Curvatura = (OSSB × 2) - BA
Onde:
OSSB = recuo externo
BA = margem de flexão
Os valores de dedução de curvatura quase sempre são fornecidos pelos fabricantes de chapas metálicas para certos materiais, espessuras e raios de curvatura específicos, com base em sua experiência prática.
P3: O que é dobra de ar?
Também conhecido como flexão por folga ou flexão livre, o processo de dobragem de ar cria uma peça de chapa metálica por meio de um punção para formar três pontos de contato em um chip inferior.
Durante o procedimento, o punção superior e o die inferior da prensa de freio não fecham completamente. A chapa metálica não é totalmente pressionada contra o chip inferior. Em vez disso, durante o processo de flexão, a chapa metálica fica parcialmente sem suporte, ou seja, "no ar".
O ângulo de flexão é determinado pela profundidade de percurso do punção superior em relação ao chip inferior, e também depende da espessura da chapa. Como regra geral, à medida que a profundidade de curso do punção superior aumenta, o ângulo de flexão diminui. O oposto é verdade para uma profundidade de viagem reduzida.
Como as partes que são dobradas ao ar tendem a recuar, o ângulo de flexão será aproximado e não exato. Para diferentes peças, o processo deve ser inspecionado e ajustado às tolerâncias exigidas.
P4: O que é Bottom Bending?
Assim como o processo de dobragem de ar, a dobra inferior também usa um punção e um chip inferior em formato de V. No entanto, a chapa metálica é totalmente contato e pressionada entre o punção superior e o die inferior.
Na flexão inferior, a chapa metálica faz contato total com o chip inferior. Portanto, o ângulo de flexão é determinado pelo ângulo do cunque.
Devido ao aumento da força de formagem e à redução do recuo, a flexão do fundo é mais precisa e mais adequada para produção em larga escala.
P5: O que é recuo de reposição em flexão de chapa metálica?
O recuo de mola descreve a tendência de um material de retornar à sua forma original após a remoção de uma força especificada. Durante o processo de flexão de uma chapa, o material sofre tensões tanto de tração quanto de compressão em extremidades opostas. Após a remoção da força de flexão, a chapa tenta retornar à sua forma original devido às tensões. A recuperação é chamada de springback.
O recuo de mola é geralmente descrito em dimensões angulares. O recuo de mola é uma função complexa de muitas variáveis, incluindo tipo de material, espessura da chapa, pressão de flexão e raio de flexão.
Quando uma pressão variável é aplicada a um material dobrado, a força de reação muda. Após a remoção da pressão aplicada, o ângulo recua na direção oposta. Isso é chamado de recuo por flexão.
O retorno de energia é afetado por:
• Ao usar o mesmo chip, condições de flexão e espessura: SPCC < AL < SUS
• Ao usar o mesmo chip e material, uma folha mais fina geralmente resulta em maior retorno de moagem.
• Para o mesmo material, um raio maior da curva interna, R, geralmente resulta em maior recuo.
Geralmente, quanto maior a pressão de flexão, menor o recuo.
P6: Qual material é o mais fácil de dobrar?
Dos materiais fáceis de dobrar, a chapa de aço laminada a frio da SPCC é a mais fácil de dobrar entre os materiais de chapa.
Dos diversos materiais em chapas, o aço laminado a frio SPCC é um dos mais usados na fabricação de chapas metálicas, e dobrar esse material também é fácil e proporciona facilidade de flexão.
O SPCC é menos frágil e mais dúctil, tornando-o mais vantajoso para uso em dobras e ainda mais para operações de dobra e conformação de chapas metálicas. Peças feitas de SPCC geralmente precisam de acabamento para melhorar a superfície. Isso pode incluir pintura ou galvanoplastia. Pequenos defeitos na superfície ou pequenos riscos causados por curvatura geralmente são abordados nos processos de acabamento.
O SPCC é até considerado um dos materiais mais fáceis de usar para dobrar em aplicações de chapa metálica.
P7: Como é determinado o raio do punção?
Para uma dobra de chapa metálica, o ângulo do chip deve ser menor que o ângulo de flexão. Um exemplo disso é para um ângulo de flexão de 90 graus, um ângulo de matriz de 88 graus é comumente usado.
Para folhas de 3 mm ou menos, é usado um raio de ponta de perfuração de R0,6, mas se o processamento necessário tiver suas próprias especificações, pode-se usar um raio de R0,2.
O die deve ser verificado para ver se tem a faixa necessária para processamento e se tem a faixa necessária para resistência à pressão.
O die deve ser verificado para garantir que ele tenha a forma necessária para a operação de dobra.