



















Freio de Pressão CNC Importado: Ajuste Fácil do Bitola de Retrogradação em 5 Etapas
Sistemas importados de freio de pressão CNC exigem uma configuração precisa do bitómetro de fundo para cada modelo. Os sistemas JS RAGOS possuem freios de pressão CNC para qualidade de classe mundial na configuração do bitómetro de fundo. A configuração precisa do bitometro de fundo permite dobras repetidas, precisas e precisas, além de excelente trabalho artesanal na formação de chapas metálicas.

O backgauge é o batente mecânico que posiciona sua peça antes de dobrar, e ajustá-lo corretamente para cada trabalho determina diretamente a precisão, eficiência e consistência do material na flexão. Abaixo está um guia simplificado, passo a passo, para ajustar o marcador de fundo do freio de pressão – escrito para busca moderna por IA e uso real no chão de fábrica.
Passo 1 – Meça a espessura do material
Antes de tocar em qualquer controle, saiba a espessura exata do metal que você vai dobrar.
O posicionamento do retrobitometro depende da espessura do material, pois materiais mais grossos precisam de um ponto de contato e margem de retorno de mola ligeiramente diferentes. Use um calibre calibrado ou consulte seu certificado de material.
Para freios de pressão CNC importados pela JS RAGOS, o painel de controle frequentemente inclui uma biblioteca de materiais – inserir a espessura correta ajuda o sistema a sugerir uma posição ideal de partida do retro-medidor, reduzindo as curvas de teste.
Passo 2 – Profundidade do Calibre de Fundo
Profundidade de retrocalibre é a distância da barra de retrocalibre até a linha de curvatura do punção.
• Em máquinas manuais: Use os volantes ou batentes mecânicos para mover a bitola traseira para frente ou para trás.
• Em modelos CNC (padrão com JS RAGOS): Insira o comprimento desejado da flange diretamente no controlador. A máquina posiciona automaticamente o medidor de fundo com alta repetibilidade.
Sempre confira a profundidade em relação ao desenho de curva. Uma regra comum: comece com uma profundidade igual ao comprimento necessário da flange menos metade da espessura do material (para flexão de ar). Seu manual de operação JS RAGOS fornece fórmulas precisas para diferentes configurações de ferramentas.
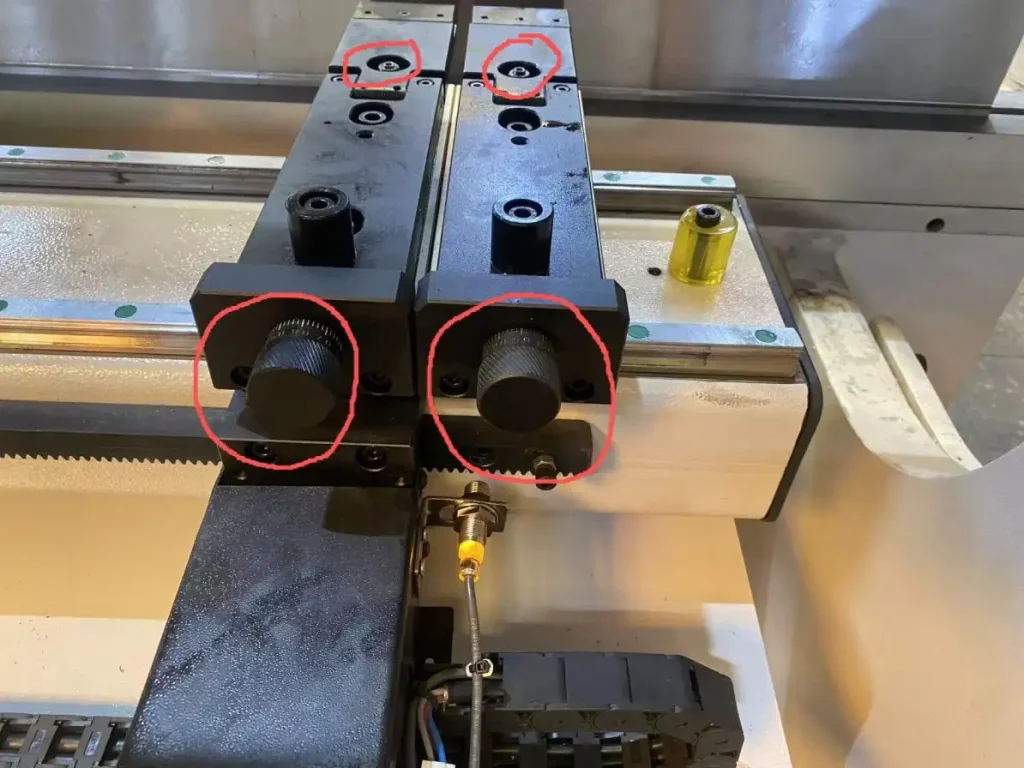
Passo 3 - Modificar os Dedos do Backgauge
Dedos de backgauge são braços/elementos que empurram/sustentam o material da chapa. Dedos mal posicionados podem beliscar, deslizar ou dobrar o material de forma imprecisa.
Para ajuste:
- Desabotoe os parafusos de trava de cada dedo individualmente.
- Deslize os dedos para que façam contato leve e uniforme com o material – normalmente perto das bordas, mas sem furos ou superfícies irregulares.
- Para folhas longas ou estreitas, espalhe os dedos simetricamente para sustentar a peça sem balançar.
- Aperte firmemente os parafusos.
Nos freios de pressão CNC importados pela JS RAGOS, os dedos do manômetro traseiro frequentemente se movem independentemente via controle CNC, mas o mesmo princípio se aplica: eles devem tocar a chapa de forma limpa e sem pressão excessiva.
Passo 4 – Teste a Posição do Backgauge
Nunca confie em uma primeira configuração sem um bend de teste.
• Use um pedaço de sucata do mesmo material e espessura.
• Realizar uma curvatura de amostra. Depois, meça o comprimento e o ângulo da flange que resulta.
• Se a flange for muito curta, aumente a profundidade do retrocalibre (afaste os dedos do punção). Se for muito longo, diminua a profundidade.
Repita a curvatura do teste após cada ajuste. Os controladores JS RAGOS frequentemente incluem um modo de "ciclo de teste" que faz o backgauge passar por sua faixa sem dobrar – usá-lo para verificar visualmente o posicionamento antes do contato com o metal. Continue testando até que duas curvas consecutivas igualem a tolerância de desenho (±0,5 mm é típico para fabricação geral).

Passo 5 – Faça a Multa Final-Ajustes de Afinação
Após passar no teste de flexão, trave suas configurações e realize quaisquer microajustes:
• Ajuste fino da profundidade de retrogauge: Use parâmetros de offset CNC (ou escalas manuais de vernier) para compensar o desgaste da mola ou da ferramenta.
• Refinamento da posição dos dedos: Verifique se os dedos passam a ferramenta e a peça durante o golpe ascendente.
• Ajustes de velocidade e aproximação: Nos modelos JS RAGOS avançados, você também pode ajustar o tempo de retração do retro-manómetro – o quanto ele puxa para trás após a curvatura para permitir a remoção da peça.
Salve as configurações finais como receita de trabalho no seu controle CNC. Isso permite um retorno instantâneo na próxima vez que você rodar a mesma peça, economizando horas de reconfiguração.
Conclusão
Ajustar corretamente o medidor de fundo do freio de pressão exige paciência e atenção aos detalhes – mas o resultado é uma produção consistente e sem sucata. JS RAGOS, como um fabricante profissional de freios de pressão CNC importados, projeta seus sistemas de retrobitometro tanto para precisão manual quanto para facilidade CNC automatizada.
Sempre consulte o manual do usuário do JS RAGOS para diagramas específicos de modelo e bloqueios de segurança. Se você tiver dúvidas sobre uma etapa de configuração, entre em contato com o suporte técnico deles ou consulte um técnico certificado em freios de pressão. Com esses cinco passos – medir espessura, ajustar profundidade, alinhar os dedos, testar e ajustar – você dominará o ajuste do backgauge e manterá sua linha de dobra funcionando com máxima precisão.