



















Como dominar a programação de produtos com um freio de pressão Delem
A programação do freio de pressão Delem é uma das habilidades mais importantes no trabalho diário de flexão porque afeta diretamente a precisão, repetibilidade, velocidade de ajuste e eficiência do operador. Em muitas oficinas, a diferença entre uma produção suave e a correção repetida frequentemente começa no controlador.

Para operadores, programadores e gerentes de produção, hábitos fortes de programação importam tanto quanto a estrutura da máquina ou a qualidade das ferramentas. Uma peça bem programada ajuda a reduzir as curvas dos testes, mantém a ordem de flexão clara e facilita a manutenção de resultados estáveis em trabalhos repetidos. Por isso, aprender a usar corretamente um Delem Press Brake não é apenas uma tarefa técnica. Também é uma forma prática de melhorar o fluxo de produção no chão de fábrica.
Ingresso tModo Programa
O primeiro passo para trabalhar com um Delem Press Brake é entrar no modo produto ou programa. A partir dessa tela, o operador pode construir um novo programa de peça ou editar um programa que já está salvo.
Na produção normal, existem dois pontos de partida comuns:
• Abrir um produto existente a partir da visão geral do produto
• Criar um novo programa para uma nova peça
• Confirmar os dados do produto e a configuração da ferramenta
• Entrar na tela de programação do bend
Uma vez dentro da página do programa, o operador pode visualizar a sequência ativa de flexão e se mover entre os passos de dobra usando o seletor de flexão. Esse layout facilita a intenção de uma curva de cada vez sem perder de vista a estrutura geral do programa.
Na maioria das interfaces Delem, os botões laterais oferecem acesso rápido às principais áreas de programação. Essas frequentemente incluem a página principal de dados de curvatura, a tabela completa de curvatura, propriedades do produto, mudanças de ferramentas, inserção de curvas e funções de bumping. Quando usados corretamente, esses atalhos economizam tempo durante a programação e durante ajustes posteriores em trabalhos repetidos.
Compreensão tPrincipais Visões de Programação
Um programa Delem Press Brake geralmente é gerenciado por meio de várias visualizações conectadas, em vez de uma única tela. Cada visão serve a um propósito diferente no processo de programação.
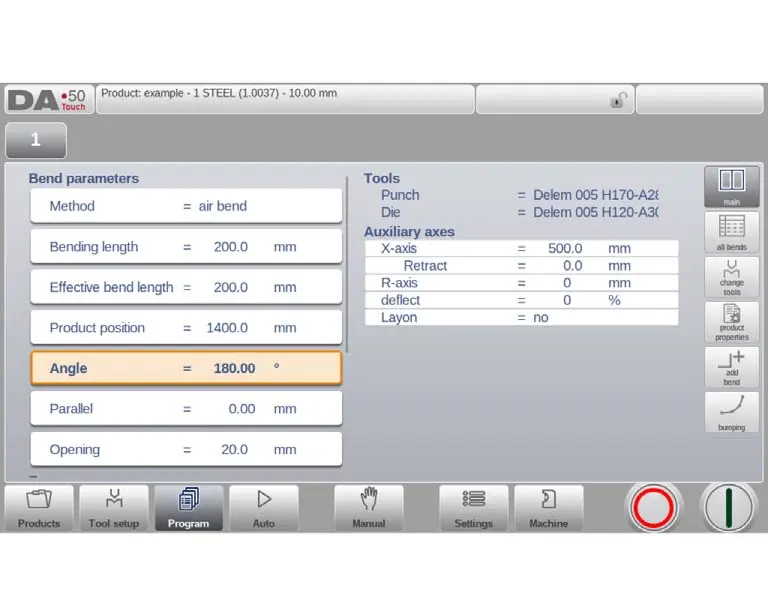
A visão principal é onde o operador edita o passo ativo de flexão. Essa é a tela mais usada durante a programação inicial e a solução de problemas. Ele mostra os valores primários para a curva escolhida e permite uma entrada rápida e direta.
A visualização All Bends lista cada passo de curvatura em uma tabela, facilitando a revisão da sequência completa, comparação de curvas, rearranjo da ordem ou edição do programa completo de forma mais eficiente.
A página de Propriedades do Produto mantém as informações básicas do produto para a peça. Esses valores não estão ligados a apenas uma curva. Em vez disso, definem a parte como um todo, incluindo identificação e informações relacionadas ao material.
A área de troca de ferramentas é usada quando a ferramenta precisa ser atualizada para uma curva ou para o programa completo. Isso se torna especialmente útil quando um trabalho é revisado para abrir o chip, perfilar de punção ou método de produção diferente.
Parâmetros-chave que moldam cada curvatura
Cada passo de curvatura dentro de um programa Delem Press Brake contém um grupo de parâmetros que definem como a máquina executará essa curva. Compreender esses valores completamente ajuda o operador a melhorar a velocidade de ajuste e alcançar um desempenho de flexão mais consistente.
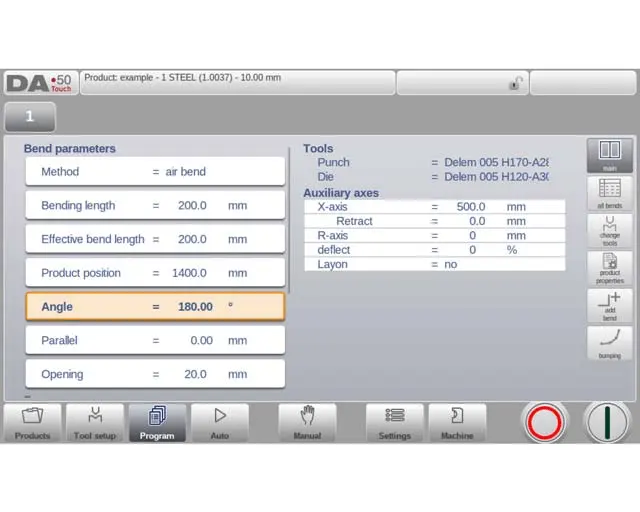
- Método de Dobra
O método de curvatura selecionado muda a forma como a máquina calcula e executa a curvatura. Métodos comuns incluem dobra de ar, reposição e barra. Cada método requer lógica diferente para a posição do feixe e o comportamento da força.
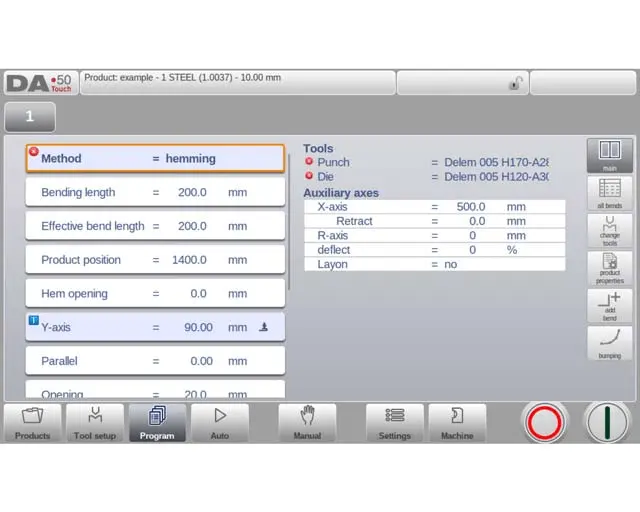
A flexão de ar é comumente usada para programação de ângulo flexível porque a máquina calcula a profundidade necessária no eixo Y de acordo com o ângulo do alvo. O bottoming empurra a chapa com mais firmeza para dentro do die e depende mais das condições de força. A bainha é usada quando a flange precisa ser dobrada, então a posição da viga deve levar em conta a superfície do cunho e a espessura da chapa.
- Comprimento, Posição e Ângulo
O comprimento de flexão é importante porque afeta a demanda de força e o cálculo da coroação. O comprimento efetivo de flexão também pode ser aplicado no cálculo de carga quando mais de uma linha de curvatura está envolvida na peça.
A posição do produto especifica a localização da peça na direção Z com referência ao datum da máquina. O posicionamento correto ajuda a manter o alinhamento durante programas mais longos ou detalhados.
Para programação baseada em ângulo, o ângulo alvo é uma das entradas mais importantes. No modo de ângulo, o sistema calcula automaticamente a posição do feixe. No modo posição absoluta, o programador define a profundidade de flexão diretamente.
- Configurações de Movimento do Feixe
Várias configurações controlam como o feixe se comporta durante e após a curva:
• Mudo: o ponto de mudança de aproximação rápida para velocidade de pressão
• Abertura: a folga após a curvatura para facilitar o manuseio das peças
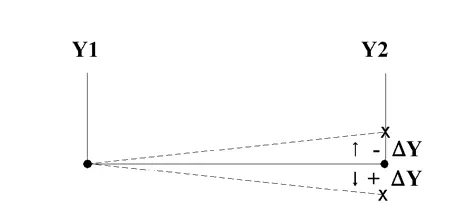
• Paralelo: correção entre os lados do cilindro esquerdo e direito
• Tempo de permanência: tempo de espera no ponto de curvatura
• Descompressão: distância de liberação após a pressão
• Velocidade: velocidade de pressionamento durante o curso de trabalho
• Velocidade de decomposição: velocidade durante o movimento de descompressão
Esses valores podem parecer secundários a princípio, mas na produção real eles afetam fortemente a consistência, o conforto no manuseio e a eficiência do ciclo.
Funções adicionais que melhoram a flexibilidade
Um controlador de Freio de Pressão Delem também inclui funções em nível de escalão que ajudam os operadores a lidar com condições de produção mais complexas.
As configurações de repetição permitem que uma curva seja pulada ou repetida várias vezes. Isso pode ser útil em lógica de formação especial ou operações no estilo cadeia.
As configurações de espera pela retração controlam se o feixe continua imediatamente ou pausa até que a ação de retração seja concluída. Isso melhora a coordenação entre o movimento do feixe e o movimento de calibre.
Os códigos de passo determinam quando novos valores de parâmetros se tornam ativos. Dependendo da lógica de programação, uma alteração de valor pode ocorrer na descompressão, na posição de mutamento, no ponto morto superior ou por meio de um sinal externo. O tempo de atraso também pode ser adicionado quando uma breve pausa é necessária antes do próximo passo começar.
Essas funções nem sempre são usadas em tarefas simples, mas se tornam valiosas ao lidar com sequências avançadas ou integrar o movimento da máquina de forma mais cuidadosa.
Gerenciando Propriedades do Produto and Dados da Ferramenta
Uma boa organização de programas começa com dados limpos do produto. Em um Deem Press Brake, a página de propriedades do produto permite que o operador defina o ID da peça, descrição do produto, espessura da folha, tipo de material e modo de seleção de ângulo.
Essa informação é importante por vários motivos. Primeiro, isso facilita a busca na biblioteca do programa. Segundo, ele suporta o comportamento correto de cálculo. Terceiro, isso ajuda o próximo operador a entender o trabalho sem reabrir cada degrau de curva.
Os dados das ferramentas são igualmente importantes. As ferramentas da máquina real devem se correlacionar com o punch and die atribuído para o programa. O operador pode fazer uma alteração na ferramenta modificando um passo de curvatura ou todo o programa, dependendo de como isso afeta a produção.
Dependendo da configuração da máquina, alguns dos seguintes podem se aplicar: dados de eixos auxiliares, distâncias de retração, velocidades de eixo e opções de lay-on. Quando esses são programados corretamente, o movimento do backgauge se torna mais estável e melhor adaptado ao processo real de manuseio.
Usando tele Todos Dobram a Visão Mais Eficientemente
A tela de todas as curvas oferece uma visão geral completa da tabela do programa. Esse é frequentemente o lugar mais rápido para editar uma peça de múltiplos passos porque permite que o operador revise a sequência de dobra como um todo.
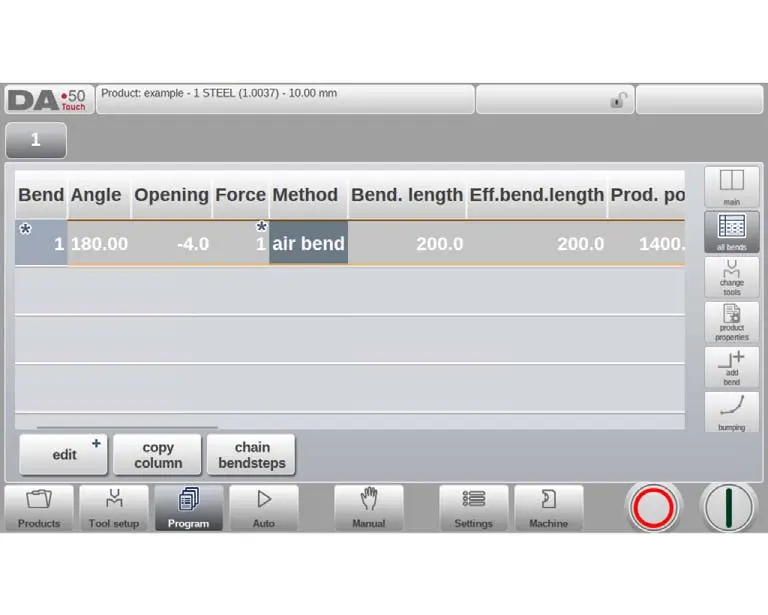
A partir daqui, o operador geralmente pode:
• Inserir uma nova curva
• Marque uma curva para ação
• Eliminar uma curva indesejada
• Mover uma curva para outra posição
• Troca de duas curvas
• Copiar um valor de coluna para todas as curvas
• Passos de dobra em cadeia com configurações de repetição e deslocamento
Para programas mais longos, essa visão costuma ser mais prática do que editar uma curva de cada vez. Isso torna a correção de sequência mais rápida e reduz o risco de deixar passar um passo.
Uso do Bumping fou Trabalho de Grande Raio
Uma função útil em um Delem Press Brake é o bumping. Isso transforma um degrau normal de curvatura em uma série de curvas menores usadas para criar um grande raio.
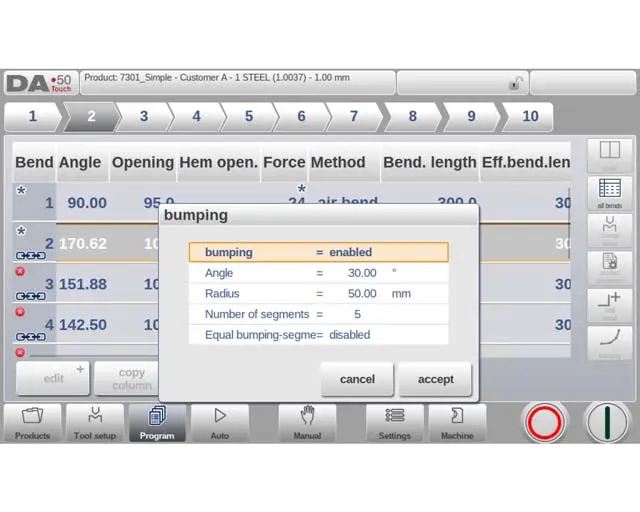
Em vez de uma curva acentuada, o controlador divide a forma em múltiplos segmentos. O operador pode definir o ângulo, raio do alvo e número de segmentos. Mais segmentos geralmente criam um raio mais suave, embora também possam exigir uma abertura menor do chip e mais tempo de máquina.
Alguns controles também permitem o tamanho igual dos segmentos, enquanto outros usam segmentos menores para uma curva mais natural. Esse recurso é especialmente útil para trabalhos com raio, onde a continuidade da aparência e da forma importam.
Lendo Símbolos de Programação Corretamente
Durante a programação, o controlador pode mostrar símbolos que ajudam o operador a entender o que está acontecendo dentro da lógica do programa.
Um símbolo de informação geralmente significa que um valor foi alterado porque outro parâmetro relacionado foi editado primeiro. O símbolo estrela indica que o valor programado é diferente do valor calculado. Um símbolo de erro indica que algo está errado com o programa (por exemplo, um método de dobra que não corresponde às ferramentas atribuídas).
Esses gráficos simplificam muito o trabalho. Os operadores podem conseguir identificar inconsistências mais cedo e resolvê-las antes de entrar em produção.
Perguntas Freqüentes
• Como posso melhorar a precisão da programação em um freio de pressão Delem?
Preste atenção aos parâmetros principais e veja como o controlador recalcula os valores correlacionados. Ao salvar o programa, verifique o método de flexão, o ângulo, a ferramenta e o material
• É melhor editar uma curva de cada vez ou usar a tabela completa?
Para partes pequenas, a edição single-bend geralmente é suficiente. Para a maioria das operações em múltiplas etapas, a tabela de todas as curvas geralmente é mais rápida e oferece a melhor visão geral de toda a operação.
• Quando devo usar o bumping?
Se a peça exigir um raio maior em vez de uma única curva acentuada, o método apropriado é bater no ar. Isso é especialmente verdadeiro para peças estéticas, painéis curvos e em caso de necessidade de um perfil mais liso.
Conclusão
Aprender a programar bem um Delem Press Brake não é apenas sobre inserir valores em uma tela. Trata-se de entender como o método de flexão, ferramentas, movimento do feixe e lógica de sequência funcionam juntos na produção real. Quando esse entendimento se torna parte da prática diária, a programação fica mais rápida, as correções diminuem e os trabalhos repetidos ficam mais fáceis de gerenciar.
Para os fabricantes que buscam qualidade estável e melhor eficiência do operador, é aí que um bom conhecimento do controlador começa a ser recompensado. No JS RAGOS, vemos Programação baseada em Delemcomo parte importante do desempenho moderno da flexão, pois a lógica de software precisa suporta resultados precisos das máquinas.