



















Freio de Pressão Hidráulico CNC 101: Como a Flexão Realmente Funciona
Formagem de freio de prensa hidráulico CNCé uma das formas práticas de transformar uma chapa plana em dobras precisas e repetíveis — quando você entende o que a máquina realmente está fazendo a cada tacada. Na JS RAGOS, fabricamos freios de pressão para pressão real de produção, então este guia para iniciantes explica a lógica central de flexão em ordem clara, com alguns números-chave que você pode confiar e aplicar.
O que umFreio de pressão hidráulico CNC realmente faz isso
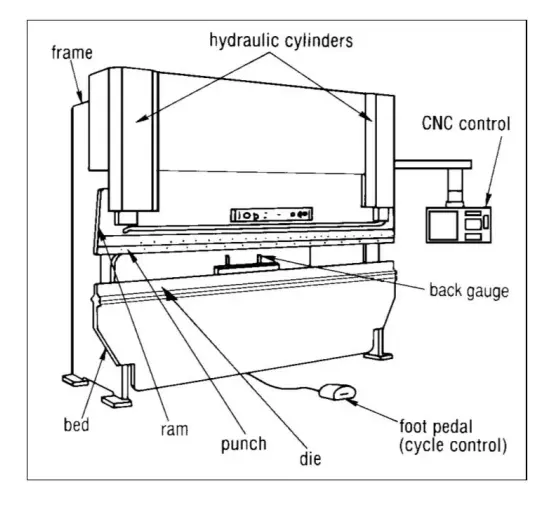
Um freio de pressão forma metal ao acionar um ram (viga superior) e impulsionar em direção a um dado na base, forçando a chapa metálica em uma linha de curvatura controlada. O conceito é simples, mas resultados estáveis dependem de três coisas: posicionamento preciso, força consistente e comportamento previsível do material.
A maior parte da formação acontece em um ciclo repetido:
• Você localiza o festim contra um medidor de fundo
• O aríete desce e forma a curvatura entre o punção e o dado
• A RAM retorna para que você possa remover e verificar a peça
Mesmo lojas experientes ainda perdem tempo quando tratam a flexão como "empurrar até ficar certo". Um freio hidráulico CNC substitui essa suposição por movimento controlado e medição repetível, então cada curva tem uma referência clara.
Capacidade, Comprimento da Cama, ume Por Que Eles Importam eun Empregos Reais
Para iniciantes, a seleção da máquina geralmente começa com dois números: tonelagem e comprimento da cama. Na formação típica de máquinas de freio de pressão, as faixas de capacidade comuns ficam em torno de 20 a 200 toneladas, com comprimentos de cama de 4 a 14 pés (cerca de 1,2 m a 4,3 m). Essas gamas abrangem uma grande variedade de suportes, painéis, gabinetes, quadros e partes de canais.
O que esses números significam para você:
✅Tonelagem decide qual espessura e tipo de curvatura você pode usar sem sobrecarregar a máquina. Se seu projeto exigir fundo/cunhamento, os limites de tonelagem se tornam críticos.
✅O comprimento da cama decide o comprimento máximo da peça que você pode dobrar, mas também afeta como você planeja a sequência de dobras e a remoção após a formação.
✅A combinação certa reduz sucata e refeições, porque você não está forçando uma máquina pequena a fazer trabalhos pesados, nem pagando por uma máquina grande que fica parada.
Na JS RAGOS, aconselhamos os clientes a começar pela faixa de material, espessura e comprimento típico da peça, e então confirmar o método de flexão (dobra a ar vs fundo) antes de travar o modelo. Isso evita "surpresas de capacidade" depois.
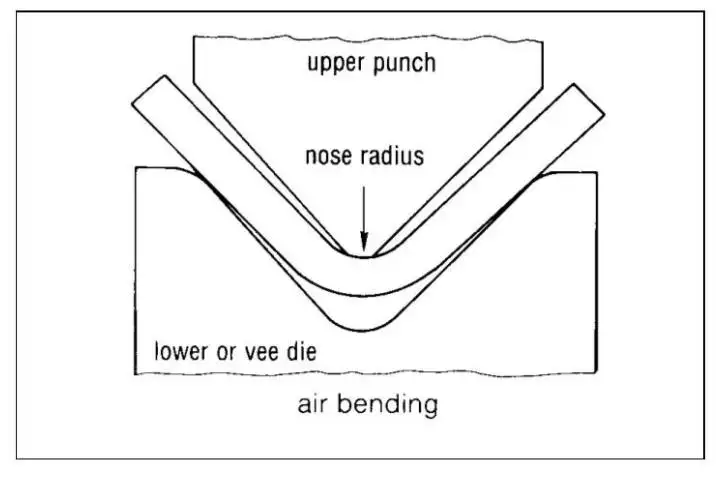
Os Métodos de Flexão: Dobração de Ar vs Bottoming (Cuning)
A maior parte da dobra de produção diária é dobra de ar, porque é flexível e rápida. Na dobra de ar, o punção empurra a folha para dentro da abertura do chip, mas a folha apenas entra em contato com:
A ponta do punção
As duas bordas superiores do dado em V
Como a chapa não está totalmente pressionada no ângulo do chip, a peça recua um pouco após a pressão ser liberada. O retorno de mola é normal e muda conforme o tipo de material, espessura, direção do grão e tênipo.
Para reduzir o tempo de montagem, muitos conjuntos de ferramentas de dobra de ar usam ângulos padronizados do die. Uma prática comum é usar um ângulo de matrizagem de 80° ou 85° para alcançar uma curvatura final de 90°, permitindo espaço para recuo sem precisar trocar as ferramentas em cada trabalho.
Bottoming (também chamado de cuning em muitas lojas) é diferente. O punção e o cunho são fabricados para o ângulo final, e a máquina força a folha totalmente dentro do cunho. Isso reduz o retorno de água, mas exige tonelagem maior e é limitado pela capacidade da máquina. A conclusão prática é simples:
Dobra de ar = flexível e eficiente
Bottoming/cuning = maior precisão com maiores exigências de força
Um freio hidráulico CNC é valioso em ambos os métodos porque oferece controle estável e programável sobre posição e repetibilidade.
Backgauges: A parte silenciosa que controla a repetibilidade
Se você quer comprimentos de flange consistentes, precisa de posicionamento consistente. Esse é o trabalho do retroativo. Muitas máquinas podem usar diferentes tipos de backgauge, desde ajustes manuais até pinos que localizam furos através de orifícios, até unidades programáveis CNC que se movem após cada golpe.
Na maioria das oficinas, o processo é de alimentação manual: o operador segura a peça, a posiciona contra a posição correta do bitômetro de fundo e, em seguida, a curvatura é feita. É por isso que a qualidade do backgauge importa mais do que os iniciantes esperam.
Maneiras práticas de um backgauge CNC te ajudar:
✅Menos medição entre as curvas, porque a máquina "lembra" as posições
✅Menos erros cumulativos, especialmente em peças com múltiplas dobras
✅Montagem mais rápida em lotes pequenos, onde geralmente se perde tempo
Na JS RAGOS, focamos na estabilidade do backgauge e no fluxo de programação porque é onde a repetibilidade é construída — ou perdida.
Regras de Projeto que Previnem Problemas de Flexão Custosos
Muitos defeitos de flexão começam na esteira, não na máquina. Um freio hidráulico CNC pode funcionar rápido, mas não pode "consertar" a fabricabilidade ruim. Aqui estão algumas regras de design que consistentemente reduzem distorções, danos à ferramenta e variações inesperadas:
✅Use um raio interno comum entre as curvas sempre que possível. Raios internos apertados abaixo dos mínimos recomendados podem causar problemas de fluxo de materiais em metais macios e rachaduras em metais mais duros.
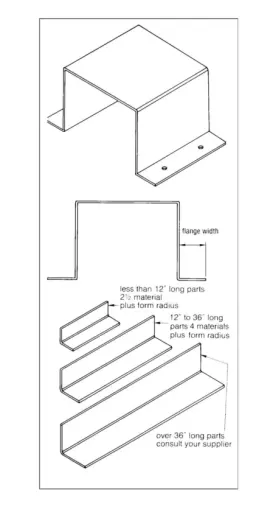
✅Largura da flange: ≥ raio de espessura de 4× (previne sobrecarga e distorção da flange).
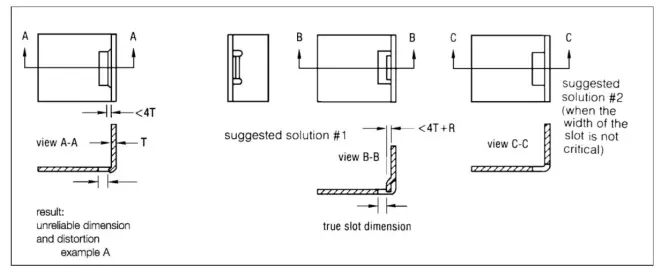
✅Características próximas às curvas: ≥ raio de espessura de 3× a partir da linha de curvatura (reduz a deformação de furos/ranhuras).
✅Ângulos: Padrão para 90°; ângulos especiais podem exigir ferramentas extras para se repetirem bem.
Essas diretrizes não são teorias. Eles refletem o que acontece quando a chapa é forçada a fluir durante a flexão. Quando você respeita a física, o programa CNC fica mais simples e o chão de fábrica mais previsível.
Como o JS RAGOS ajuda iniciantes a conseguir dobras estáveis mais rápido
A maior vantagem da formação do freio de pressão é a flexibilidade. Com os dies em V padrão, você pode montar pequenos lotes e protótipos de forma econômica, depois escalar com medição programável moderna e configurações em múltiplas etapas. A desvantagem é que cada curva é medida separadamente, então variação pode se acumular se seu processo não tiver uma estratégia clara de referência e um posicionamento repetível.
É aqui que os produtos e suporte JS RAGOS focam em resultados práticos:
✅Mais confiança na aprovação da primeira peça, porque a abordagem de dobra é estruturada, não de tentativa e erro
✅Menor tempo de configuração para ordens mistas, usando calibração estável e lógica de traços repetível
✅Melhor comunicação entre design e produção, aplicando regras claras de flange/feature logo no início
CTA: Se você está planejando comprar seu primeiro freio hidráulico CNC — ou quer melhorar a consistência da flexão na sua linha atual — entre em contato com a JS RAGOS para uma recomendação de modelo baseada na sua faixa de material, comprimento da peça e método de dobra alvo. Compartilhe alguns desenhos típicos e ajudaremos você a escolher um comprimento prático de tonelagem/cama e uma abordagem de montagem que reduza sucata e torne a curvatura mais controlável.