



















Como Operar um Freio de Pressão CNC de 3 Eixos: Um Guia Passo a Passo
A operação do freio de pressão CNC de 3 eixos é uma das formas mais rápidas para iniciantes melhorarem a consistência da curva, reduzirem sucata e ganharem confiança em trabalhos reais de produção. Na JS RAGOS, fabricamos freios de pressão CNC para oficinas que buscam resultados estáveis sem transformar cada nova peça em um exercício de tentativa e erro.
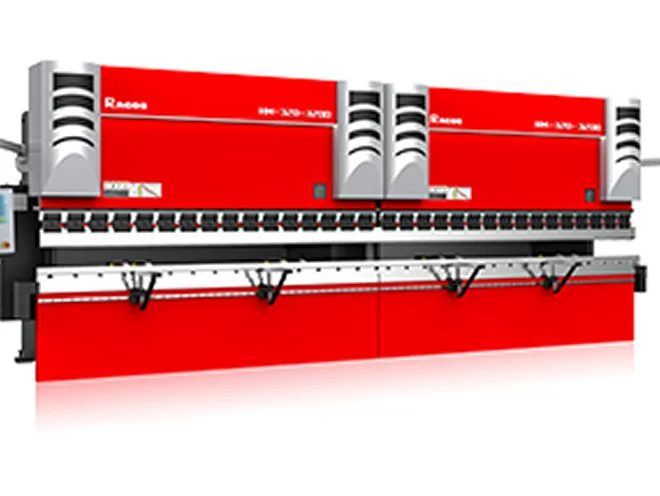
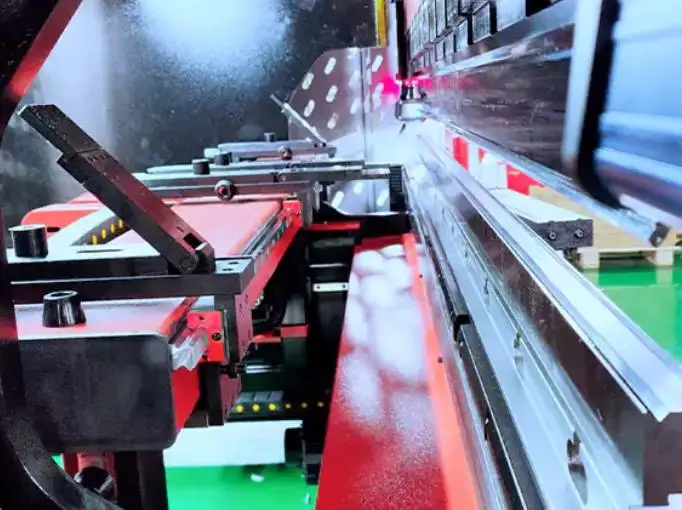
Entenda o que um freio de pressão CNC de 3 eixos controla
Um freio de pressão CNC de 3 eixos é projetado para tornar a flexão mais repetível, controlando três movimentos centrais que decidem a maioria das partes do dia a dia.
Em uma configuração típica de 3 eixos, você pode esperar movimento controlado do ram e um sistema de retrogradação que posiciona a folha com precisão repetível. Isso importa porque a maioria dos problemas de dobra não são "problemas de mistério". Eles vêm de posicionamento instável, escolha errada das ferramentas ou etapas de configuração inconsistentes.
Um freio de pressão CNC dobra o metal usando um sistema hidráulico, guiado por um controlador CNC. Pode funcionar com materiais comuns como aço, alumínio, latão e cobre. O objetivo é simples: a máquina segue instruções programadas para que a profundidade da flexão, comprimento da flange e ângulo se tornem previsíveis entre lotes.
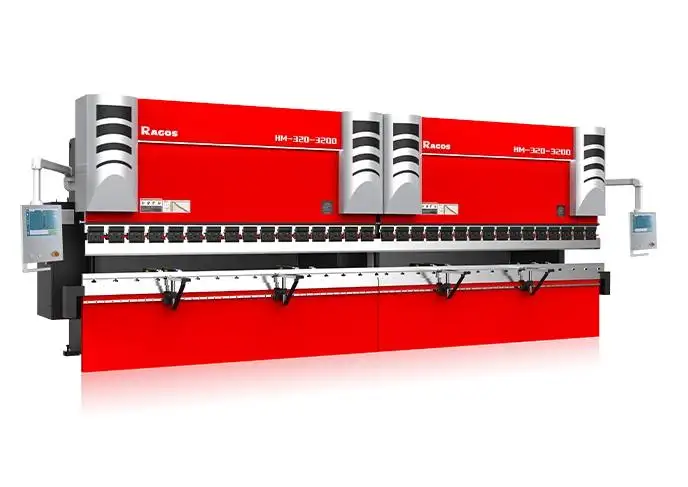
Conheça os principais componentes antes de tocar nos controles
Antes de programar ou rodar uma peça, aprenda a máquina como um sistema. Um freio de pressão CNC de 3 eixos é mais fácil de operar quando você entende o que cada componente é responsável.
- Sistema Hidráulico: Bomba, cilindros, válvulas e mangueiras criam força de flexão. Pressão hidráulica estável apoia resultados estáveis em ângulo.
- Controlador CNC: O "cérebro" que recebe seus comandos e controla o movimento. Também monitora as principais condições de funcionamento.

- Atraso: Segura e posiciona a folha para cada etapa. Configurações corretas de bitola de fundo protegem a precisão do comprimento da flange.
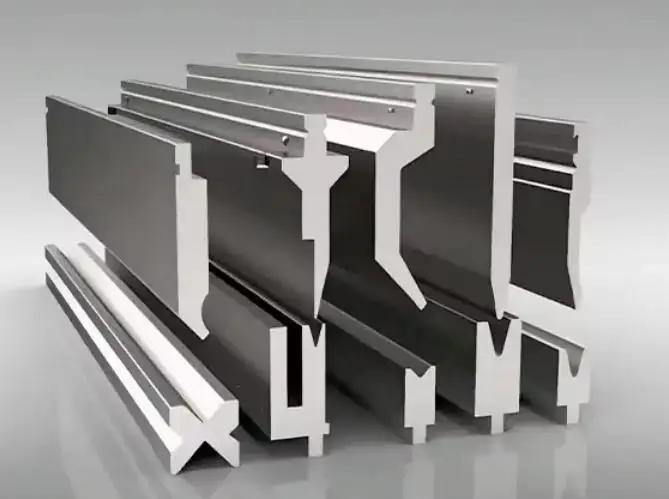
- Ferramentas (Punch & Die): A forma e a abertura determinam a qualidade da flexão, as necessidades de tonelagem e o risco de marcação.
- Dispositivos de Segurança: Protetores, cortinas de luz, interruptores de bloqueio e paradas de emergência reduzem o risco de acidentes durante a operação.
Na JS RAGOS, nossa recomendação prática para iniciantes é tratar o calibre de fundo e as ferramentas como "ferramentas de precisão", não acessórios. A maioria dos problemas de qualidade começa por aí.
Configure a máquina da maneira certa antes de programar
Boas curvas começam antes do primeiro teste acontecer. O processo de configuração é quando iniciantes ou constroem repetibilidade ou criam problemas ocultos que aparecem depois.
Comece pelos conceitos básicos de produção: espaço, estabilidade e potência.
- Escolha o Local Certo: Deixe espaço suficiente para carregar e descarregar. Garanta ventilação adequada e movimentação segura do operador.
- Instalação Correta: A máquina deve estar nivelada, ancorada e firmemente parafusada ao chão para reduzir vibrações e movimentos não intencionais.
- Conecte a Energia Dedicada: Use dispositivos adequados de aterramento e proteção para garantir a operação estável.
Depois, passe para o essencial da flexão: seleção e alinhamento das ferramentas.
As ferramentas devem corresponder à espessura do material, ângulo de flexão e design da peça. Instale o punção e o troquete com cuidado, alinhe-os corretamente e verifique o ajuste e a folga. Ferramentas mal instaladas podem causar curvas imprecisas, marcas de superfície e até danos nas ferramentas.
Por fim, prepare a rotina do operador. O treinamento importa porque o CNC não substitui o julgamento. Isso torna o julgamento repetível.

Programe e execute um ciclo de curvatura passo a passo
Uma vez que a configuração está correta, programação e operação se tornam uma sequência limpa. Um freio de pressão CNC de 3 eixos é mais produtivo quando você mantém o fluxo de trabalho consistente.
Passo 1: Criar ou Carregar um Programa
No controlador CNC, defina o tipo de material, espessura da chapa, passos de curvatura e ângulos programados. Comece com um arquivo básico de trabalho para reduzir variáveis durante a configuração.
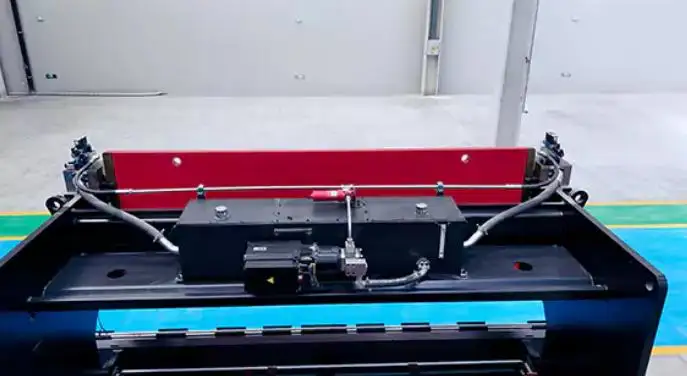
Passo 2: Posições de Ajuste de Cartucho
O backgauge controla o comprimento de cada flange. Escolha uma borda de referência, certifique-se de que a folha fique do mesmo jeito todas as vezes e repita esse método para cada parte.
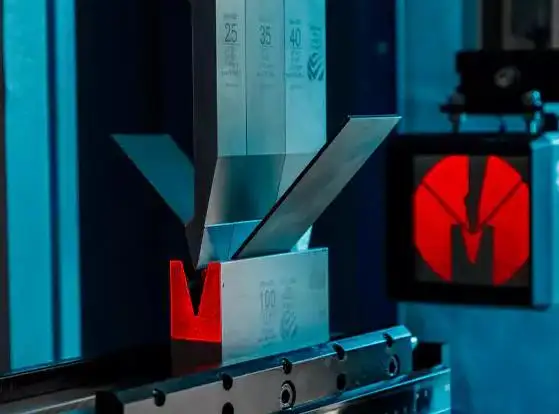
Passo 3: Confirme as Ferramentas e a Folga
Verifique o emparelhamento de punção e matriz, verifique o alinhamento e certifique-se de que não haja interferência na geometria da peça durante a flexão.
Passo 4: Faça um Teste com Material de Sucata
Sempre faça o primeiro ciclo com sucata. Isso protege folhas valiosas e permite ajustar a profundidade e o ângulo sem pressão.
Passo 5: Execute a Produção com Ritmo Repetível
Quando a primeira parte estiver correta, foque na consistência. Use a mesma técnica de carregamento em chapas, a mesma pressão de assento contra o medidor de fundo e os mesmos pontos de inspeção.
Uma regra simples funciona bem na maioria das oficinas: uma vez que a produção começa, mude apenas uma variável por vez. Isso evita "consertar" um problema ao introduzir novos.
Regras de Segurança e Hábitos para Iniciantes que Previnem Acidentes
Um freio de pressão CNC de 3 eixos é potente. Operação segura não é opcional, e a segurança não desacelera a longo prazo — ela previne o tempo de inatividade e lesões.
- Mantenha as mãos longe da zona de flexão o tempo todo.
- Confirme que as cortinas de luz e os guardas estão ativos antes de cada turno.
- Use intertravamentos conforme projetado; Nunca os ignore.
- Conheça os locais de parada de emergência e o acesso ao teste.
- Use EPI adequado e mantenha a área de trabalho limpa e bem iluminada.
Se você está treinando novos operadores, padronize o processo. Um checklist escrito para startups é uma das formas mais fáceis de aumentar segurança e consistência ao mesmo tempo.
Manutenção diária e solução de problemas para garantir precisão estável
A maioria dos problemas de dobragem é previsível, e muitos podem ser evitados com simples verificações diárias. O objetivo da manutenção não é "cuidados com máquinas". É controle de qualidade.
Aqui estão hábitos práticos que ajudam iniciantes a manter um freio de pressão CNC de 3 eixos estável:
- Verifique o desgaste das ferramentas e a limpeza. Pequenas rebarbas podem causar desvio de ângulo e marcas na superfície.
- Inspecione as mangueiras e conexões hidráulicas para evitar perda de pressão devido a vazamentos.
- Valide a repetibilidade do retrobitometro para proteger a consistência do comprimento das flanges.
- Mantenha as superfícies de referência limpas para evitar erros de posicionamento.
Se você perceber ângulos inconsistentes, primeiro revise o básico: competição de ferramentas, banco de fundos e resultados das peças de teste. Se o comprimento das flanges variar, a referência de bitola de fundo e o método de carregamento do operador geralmente são os primeiros pontos a serem investigados.
CTA (Chamada para Ação)
Se você quer um freio de pressão CNC de 3 eixos, projetado para operação amigável para iniciantes e fluxos de trabalho estáveis de produção, entre em contato com a JS RAGOS para uma recomendação baseada na sua faixa de materiais, tipos de peças e metas diárias de produção. Podemos ajudar você a escolher ferramentas práticas, definir uma rotina de montagem mais segura e encurtar a curva de aprendizado para que sua primeira semana de dobragem produza peças reais e utilizáveis — e não pilhas de retalhos de teste.